Я расскажу Вам о бизнесе, который я начал с нуля и сделал его прибыльным уже через три месяца после запуска проекта. Ниже Вы увидите три фактора, которые являются основными при запуске бизнеса, связанного с организацией производства. Итак, начнём…
Анализ идеи
Первое, это анализ текущей ситуации из которого нужно сделать вывод и получить идею. В моём случае я отталкивался от стартового капитала, который составлял сто тысяч рублей, заёмных денег. Эту сумму я должен был вернуть кредитору через 6 месяцев и заплатить проценты в размере двадцати тысяч рублей. Моей задачей стало выбрать проект, заставить его работать и приносить быстрые деньги.

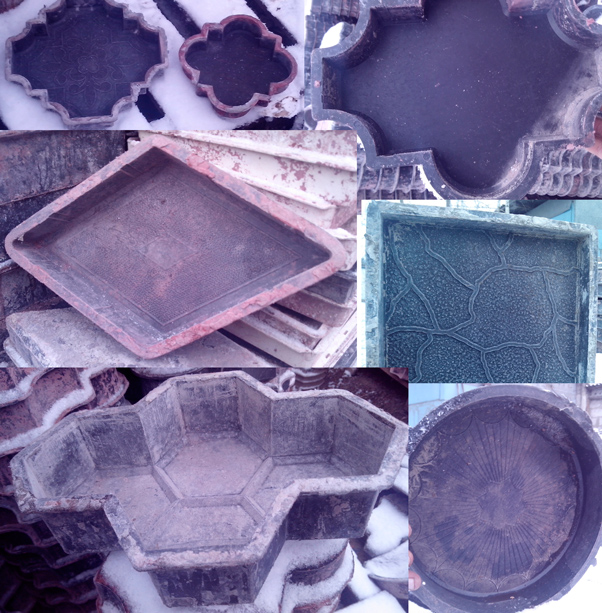
В интернете я нашёл информацию о декоративном бетоне, ещё его называют - литьевой камень. Из этого материала производится тротуарная плитка, фасадная плитка, бордюры, секционные заборы, камины, памятники и масса других бетонных изделий, которые производятся методом вибролитья. Из вышеперечисленной продукции я выбрал то, что при начале производства потребует наименьших вложений и принесёт наибольшую отдачу. Это ритуальные памятники и камины.
Начал я со сбора информации о производстве этих изделий. Первое, что нужно было добыть это, технология вибролитья. Данной технологии нет в свободном доступе, и она продаётся. Стоимость технологии варьируется от двадцати до двухсот тысяч рублей. Я купил самый недорогой вариант, распечатанный на бумаге без видео уроков. Там были описаны помещения и коммуникации, оборудование и материалы, необходимые для производства изделий из литьевого камня. Так как я не был знаком с изготовлением этой продукции, мне нужно было не только следовать купленным инструкциям, но и увидеть готовое производство. Для этого я, под видом оптового покупателя заходил в действующие цеха будущих конкурентов. Это дало мне огромный опыт.
Подробно ознакомившись с технологией, я замечал преимущества и недостатки конкурентов, анализировал всё, что мог увидеть на их производствах. У меня появилась информация, на каком оборудовании работать и какие материалы лучше и выгодней использовать. Также одновременно я продумывал все маркетинговые ходы. Об этом я напишу ниже. После сбора данных я приступил к технической стороне проекта - планированию собственного цеха и составлению сметы.
Вторым этапом я поставил задачу – покупка оборудования и запуск производства.
Начал я со сбора информации о производстве этих изделий. Первое, что нужно было добыть это, технология вибролитья. Данной технологии нет в свободном доступе, и она продаётся. Стоимость технологии варьируется от двадцати до двухсот тысяч рублей. Я купил самый недорогой вариант, распечатанный на бумаге без видео уроков. Там были описаны помещения и коммуникации, оборудование и материалы, необходимые для производства изделий из литьевого камня. Так как я не был знаком с изготовлением этой продукции, мне нужно было не только следовать купленным инструкциям, но и увидеть готовое производство. Для этого я, под видом оптового покупателя заходил в действующие цеха будущих конкурентов. Это дало мне огромный опыт.
Подробно ознакомившись с технологией, я замечал преимущества и недостатки конкурентов, анализировал всё, что мог увидеть на их производствах. У меня появилась информация, на каком оборудовании работать и какие материалы лучше и выгодней использовать. Также одновременно я продумывал все маркетинговые ходы. Об этом я напишу ниже. После сбора данных я приступил к технической стороне проекта - планированию собственного цеха и составлению сметы.
Вторым этапом я поставил задачу – покупка оборудования и запуск производства.
Выбор помещения
Нужно было арендовать помещение для размещения цеха. Для стартового проекта требовалось 60 кв. метров площади с подведённым промышленным электричеством и холодной водой.
Цех должен располагаться в непосредственной близости от дороги и иметь хороший подъезд. Важно, что бы рядом располагались какие либо мелкие производства. Это нужно для того, что бы в случае возможной поломки оборудования, можно было спросить у соседей по территории те инструменты, которых нет в наличии.
К примеру, в бетоносмесителе оторвалась лопасть и для проведения ремонта нужен сварочный аппарат. У меня его нет, но в течение 20 минут я нашёл выход из ситуации, обратившись на соседнее производство. Такие мелочи уберегают от лишней растраты стартового капитала.
Ещё очень важный фактор при выборе помещения - это возможность расширения. На прилегающей территории должны быть пустующие площади, которые можно будет арендовать в случае необходимости. Например, понадобится помещение, для дополнительного склада готовой продукции и можно сразу арендовать его рядом с производством.
С выбором помещения проблем не возникло. Я в течение недели подобрал подходящее по всем критериям помещение стоимостью 80 рублей за квадратный метр.
Цех должен располагаться в непосредственной близости от дороги и иметь хороший подъезд. Важно, что бы рядом располагались какие либо мелкие производства. Это нужно для того, что бы в случае возможной поломки оборудования, можно было спросить у соседей по территории те инструменты, которых нет в наличии.
К примеру, в бетоносмесителе оторвалась лопасть и для проведения ремонта нужен сварочный аппарат. У меня его нет, но в течение 20 минут я нашёл выход из ситуации, обратившись на соседнее производство. Такие мелочи уберегают от лишней растраты стартового капитала.
Ещё очень важный фактор при выборе помещения - это возможность расширения. На прилегающей территории должны быть пустующие площади, которые можно будет арендовать в случае необходимости. Например, понадобится помещение, для дополнительного склада готовой продукции и можно сразу арендовать его рядом с производством.
С выбором помещения проблем не возникло. Я в течение недели подобрал подходящее по всем критериям помещение стоимостью 80 рублей за квадратный метр.
Оборудование для бизнеса на вибролитье из бетона
Дальнейшее действие – покупка оборудования и материалов. Для моего производства из станков самым дорогостоящими были ботоносмеситель и вибростол. На заводские образцы с нужными характеристиками денег не хватало, и я приобрёл бывшее в использовании оборудование за четверть его стоимости. После небольшого ремонта и смазки станки исправно работали.
На материалах для изготовления бетона я не экономил, а наоборот, заменил дешёвые краски и пластификаторы на высококачественные немецкие аналоги. Это позволило на порядок повысить качество выпускаемой продукции.
Давайте подведём промежуточный расчёт потраченных средств.
- технология производства 20000 руб.
- аренда помещения 4800 рублей за один месяц.
- бетоносмеситель 14000руб.
- вибростол 9000 руб.
- материалы для изготовления 30 изделий (цемент, пластификаторы, красители) 19400 руб.
- формы для каминов и памятников 11200 руб.
- инструменты, ёмкости, весы и прочее 7600 руб.
- транспортные и прочие расходы 5200 руб.
Итоговая сумма 91200 руб.
На материалах для изготовления бетона я не экономил, а наоборот, заменил дешёвые краски и пластификаторы на высококачественные немецкие аналоги. Это позволило на порядок повысить качество выпускаемой продукции.
Давайте подведём промежуточный расчёт потраченных средств.
- технология производства 20000 руб.
- аренда помещения 4800 рублей за один месяц.
- бетоносмеситель 14000руб.
- вибростол 9000 руб.
- материалы для изготовления 30 изделий (цемент, пластификаторы, красители) 19400 руб.
- формы для каминов и памятников 11200 руб.
- инструменты, ёмкости, весы и прочее 7600 руб.
- транспортные и прочие расходы 5200 руб.
Итоговая сумма 91200 руб.
Отладка технологии и запуск производства изделий из декоративного бетона
Итак, всё приобретено наступает самый ответственный момент-производство. На тестирование технологии я выделил время две недели. Но всё получилось гораздо быстрее, так как сырьё для производства я использовал высококачественное. Через десять дней после начала работы методика изготовления была обкатана и на складе появилась первая продукция.

Теперь требовалось чёткое понимание всего процесса. Я просчитал, сколько продукции будет выпускаться в месяц и сколько мне понадобится рабочих, какие расходы уйдут на производство и какую рентабельность даст готовая продукция. Цифры, полученные после расчёта, легли в основу моей стратегии развития производства и маркетинговой политики.
Выход на рынок
Третьим этапом стал выход на рынок моей продукции. В тактике продаж я применил демпинг по отношению к конкурентам. Качество выпускаемой продукции было достаточно высокое и отличалось разнообразием цветовых оттенков. Я изготовил каталоги продукции, вывел цены и стал предлагать сотрудничество оптовым покупателям.
Камины были предложены строительным компаниям, а памятники ритуальным бюро. Моей целью была максимальная реклама выпускаемой продукции через заинтересованные коммерческие структуры.
Низкая цена и хорошее качество не заставили себя долго ждать – на первых переговорах мне предложили сотрудничать с одним из лидеров ритуальных услуг нашего города. Основным условием было то, что я не буду реализовывать товар оптом больше ни одному покупателю, но оставляю за собой право на розничную продажу. Меня это устроило, так как рынок ритуальных услуг очень консервативный и закрытый.
В первый месяц работы я получил около сорока заказов на изготовление ритуальных изделий. О изготовлении каминов мне пришлось забыть и сконцентрироваться на расширении ассортимента ритуальных изделий. Я стал производить высококачественную тротуарную плитку в небольших объёмах, а также сопутствующую продукцию для ритуального рынка.
Через три месяца я вышел на уровень заработка 70-90 тысяч рублей в месяц. Деньги не большие для этого сегмента рынка, но я имею постоянно гарантированные заказы от своего партнёра и у меня нет проблем с оплатой аренды помещения, выплат заработанных денег своим сотрудникам. А так же я веду разработку новых бизнес проектов.
Камины были предложены строительным компаниям, а памятники ритуальным бюро. Моей целью была максимальная реклама выпускаемой продукции через заинтересованные коммерческие структуры.
Низкая цена и хорошее качество не заставили себя долго ждать – на первых переговорах мне предложили сотрудничать с одним из лидеров ритуальных услуг нашего города. Основным условием было то, что я не буду реализовывать товар оптом больше ни одному покупателю, но оставляю за собой право на розничную продажу. Меня это устроило, так как рынок ритуальных услуг очень консервативный и закрытый.
В первый месяц работы я получил около сорока заказов на изготовление ритуальных изделий. О изготовлении каминов мне пришлось забыть и сконцентрироваться на расширении ассортимента ритуальных изделий. Я стал производить высококачественную тротуарную плитку в небольших объёмах, а также сопутствующую продукцию для ритуального рынка.
Через три месяца я вышел на уровень заработка 70-90 тысяч рублей в месяц. Деньги не большие для этого сегмента рынка, но я имею постоянно гарантированные заказы от своего партнёра и у меня нет проблем с оплатой аренды помещения, выплат заработанных денег своим сотрудникам. А так же я веду разработку новых бизнес проектов.